


 English
English français
français русский
русский español
español português
português العربية
العربية Türkçe
Türkçe ไทย
ไทย Tiếng việt
Tiếng việt chinese
chinese
The setting of pushing bending data of pipe bender
Many seat manufacturers design a large circular arc backrest (Figure 1), which is beautiful and practical, so how do we use the pipe bender to complete this function?

Figure 1 Armchair
This requires the use of the bending machine push function. It uses a feeding car to push the pipe forward at a certain speed to press and form through the positioning of the pipe bender mold. At the same time, the mold used for pushing bending is different from the ordinary pipe bending mold. It is a set of rollers, as shown in Figure 2.
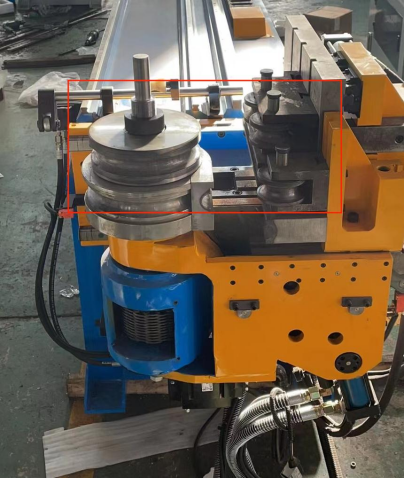
Figure 2 Push bending die
First of all, the programming of the hydraulic pipe bending machine has three parameters: YBC. Y represents the push distance, which serves as the front distance. If this distance is not set, the pipe bender cannot complete the pre-bend to guide the subsequent action, and the front distance is generally larger than the length of the clamping die. B represents the Angle, we do not need to change this value when bending the chair, just set it to 0; The last is the key data C, which is the guiding angle of your pre-bending. If the angle is small, the final shape will not form a semicircle, and if the angle is large, it may become a circle. So the setting of this value can be found through constant trial and error. Take the size of Figure 3 below as an example. After continuous testing, the final value of 18 degrees can achieve the ideal effect.
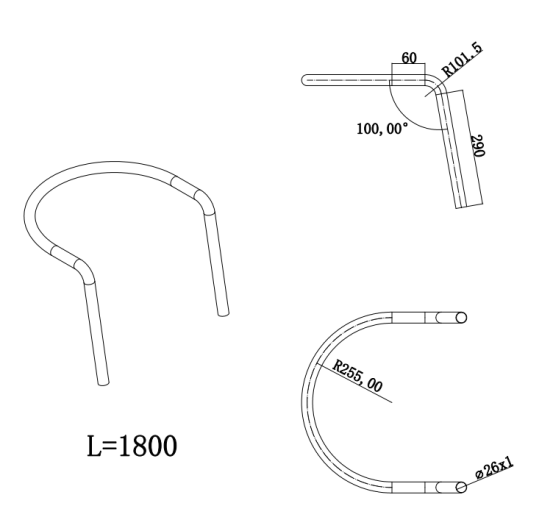
Figure 3 Reference drawing
After setting the YBC parameter, we also need to enter the extension program to change the bending method corresponding to the bending step to the bending method, and input the bending distance. This distance is the arc length of your bending, which can be calculated.
After this writing data is set up, the pipe fitting can be pushed and bent.




