


 English
English français
français русский
русский español
español português
português العربية
العربية Türkçe
Türkçe ไทย
ไทย Tiếng việt
Tiếng việt chinese
chinese
How to make manual pipe bender?
1. The production of pipe deformation
First of all, we must understand the stress of the pipe when it is bent: when the pipe is bent, the inside of the pipe is subjected to inward compressive stress, and the material becomes shorter and thicker; while the outside is subjected to tensile stress, the material becomes longer and thinner. Under the action of the resultant force of the normal direction on the inner and outer pipe walls, the transverse section of the pipe in the bending area is deformed under normal pressure, that is, the normal diameter decreases, while the transverse diameter increases, and the pipe wall also changes. It's uneven. Eventually the round tube becomes an approximately elliptical tube.
2. The structure of the manual pipe bending machine
We envisage using a model to always control the entire deformation process of the pipe and produce an anti-deformation force on the pipe. Limit its normal and lateral deformation so as to achieve the purpose of not flattening the pipe. So a card slot is designed, and the entire processing process of the 5 axis pipe bending machine is completed in this card slot. The product processed in this way has a beautiful appearance and small deformation. The work environment is greatly improved, and work efficiency is also effectively improved, and the production cost is not high, and the actual operation is very convenient.
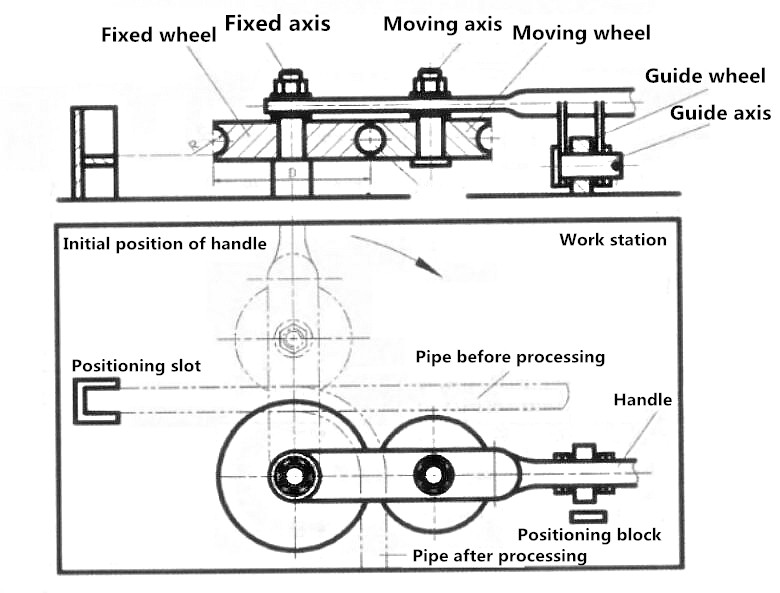
As shown in Figure 1, the equipment is very simple: 1 workbench, 3 short shafts, 3 wheels, 2 positioning blocks, and 1 handle.
The fixed shaft is fixed on the worktable. There is a semi-circular groove on the outside of the fixed wheel. The fixed wheel and the fixed shaft adopt clearance fit and can rotate freely on the fixed shaft. Its size depends on the bending radius of the pipe.
The moving shaft is fixed on the handle and moves with the handle with the fixed shaft as the center. There is a semicircular groove on the outside of the movable wheel, and a clamping groove is formed between the fixed wheel and the fixed wheel. The moving wheel and the moving shaft adopt clearance fit, and the moving wheel can rotate freely on the moving shaft. There is no strict requirement on the size of the driving wheel. In order to save materials and facilitate processing, they are generally relatively small.
There is also a guide wheel, which is fixed on the handle (a radial ball bearing can be installed on the wheel, or a radial ball bearing can be used instead of the guide wheel).
The positioning slot is used for positioning before the pipe is bent, and the height of its bottom plate should be at the same level as the bottom of the slot.
The positioning block is used to control the angle of bending. When the guide wheel hits the positioning block, the bending is completed.
3.Transmission of manual tube bender
First, determine the location of the positioning slot according to the required size. When working, insert a good length of material into the positioning slot through the card slot, push the handle (the guide wheel cannot leave the worktable), and the workpiece will bend around the fixed wheel under the push of the movable wheel . During the bending process, the cross-section of the workpiece has deformation in all directions, but all are eliminated by the counter-deformation force generated by the slot formed by the fixed wheel and the movable wheel. The function of the positioning block is to control the movable range of the handle and ensure the processing shape of the workpiece. The position of the positioning block can be appropriately placed a few degrees ahead of the end point of the bending angle. Because there will be a rebound process after the tube is bent, a slight overbending just offset the deformation caused by the rebound. After the bending is completed, push the handle back to the starting position, and the workpiece can be taken out smoothly.
Precautions:;
(1) When processing the radius of the card slot, in order to facilitate the loading and unloading of the workpiece, it is generally slightly larger than the radius of the workpiece.
(2) There must be a gap of 1 ~ 2 mm between the outer diameter of the fixed wheel and the moving wheel, which does not affect the free rotation of the two wheels.
(3) The center line of the handle should be parallel to the work surface and controlled by the guide wheel to prevent the workpiece from twisting.
4.Processing range and characteristics of manual tube bending machine
Due to the limited manual power, manual pipe benders are generally used to process pipes with small diameters and thin walls. The 1.27, 1.91 cm or 2.54 cm galvanized pipes used in pig breeding equipment can be easily processed.
For pipes of different sizes and different bending radius, different sizes of pipes can be bent by adjusting the radius of the card slot, and different bending radii can be achieved by adjusting the D value. The strength of the human body can be adjusted by increasing or decreasing the length of the handle. Using this equipment, a worker can easily process 200 to 300 bends in a shift, greatly improving work efficiency. This equipment is simple and easy to process and very convenient to use. ,
If you want to process materials with larger pipe diameters and thicker pipe walls, the same processing equipment can also be used, but the corresponding size needs to be changed, and the manual drive is replaced by a reducer.




