


 English
English français
français русский
русский español
español português
português العربية
العربية Türkçe
Türkçe ไทย
ไทย Tiếng việt
Tiếng việt chinese
chinese
Bending the pipe of the steel tube bending machine often encounters the phenomenon of rebound after bending. For example, it needs to bend 90°. When the mold is opened after the bending, the effect of the rebound will actually become a larger angle. Figure 1.
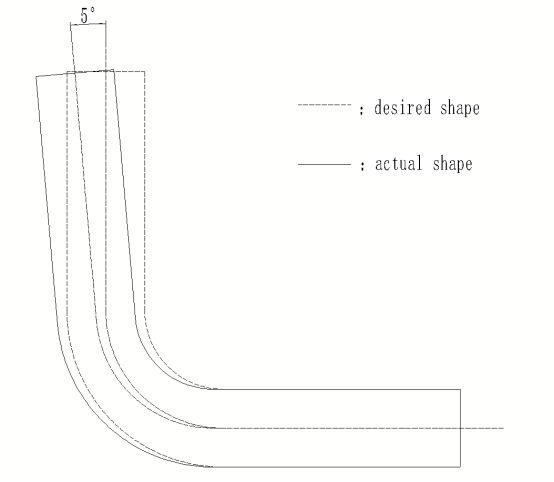
Figure 1 Bend Springback
In this way, you can use the bending compensation to compensate for the springback. The compensation method is to input the angle compensation in the C parameter value according to the amplitude of the springback when editing the YBC program. In this way, assuming that the springback of the pipe is 5°, when the program is running, it is originally required to bend 90°, and adding 5° of compensation will actually bend 95°. A 5° springback of the pipe will get the 90° actually needed.
The above is the rebound of the pipe bending. In practice, there is also bending of steel bars, and in most cases, a steel bar bending machine is used. A pipe bender can also process it. However, because the strength of the steel bar is much greater than that of the pipe fittings, the power of the motor or the oil cylinder should also be increased when bending, so the calculation of the model and the different types of ordinary pipe fittings are much larger than when the pipe is bent. It is recommended to seek help from the manufacturer.
At the same time, the rebound of the steel bar bending is also very large. Ordinary pipe fittings may appear >5° for 1°-5° steel bars. And for angles below 180°, it can be done by compensation. But 180° is not enough, because the maximum angle of the general pipe bender is in the range of 185-190, and the compensation range is not enough space so it cannot be used. At this time, two parameters are needed to cooperate. The first one is to reduce the speed of the action when bending. For example, it takes 5s to bend the pipe normally, and the speed can be controlled to 8s when bending the steel bar, so that the steel bar can be squeezed for a longer time. This makes it easier to shape. Then the clamping time is extended at the end. The fundamental purpose of these two actions is to make the steel bar get a longer bending and extrusion time to achieve better shaping.




