In the process of punching, it is often encountered that the punching effect is not good. The poor punching effect is caused by many situations, such as: the mold is not pressed in place, the quality of the punching surface is not good, and the die of steel punching hole machine cannot be pulled out. the following is a detailed analysis of the reasons and solutions.
The first is that the mold is not pressed in place. This problem usually occurs in the hydraulic module, and the hydraulic module cannot work normally, which leads to the problem. First of all, you can check whether the hydraulic cylinder oil circuit is running normally and whether the oil pipe is blocked. There is also a situation, such as punching a square tube, which requires perforation, but only the upper surface hole can be punched, and the lower hole cannot be penetrated. At this time, you can check the discharge port of the mold to see if the cylinder cannot fall normally due to the blockage of the blanking port.
Second, the quality of the punching surface is not good. This situation is more common in the mold. First, observe whether the punch and the blanking hole are offset. A slight offset will also cause a tearing effect during punching. Then check the mold, if the mold is worn, similar problems will occur.
The third type is that the punch head cannot be pulled out. There are two possibilities. First, the passivation of the punch leads to burrs after punching and the punch head is stuck and cannot be pulled out. This is the need to repair or replace the punch head. The second possibility is that the material of the punching hole has good resilience. After punching, the material rebounds, causing the hole to shrink and jam the punch. Generally, materials such as stainless steel are more common. Figure 1
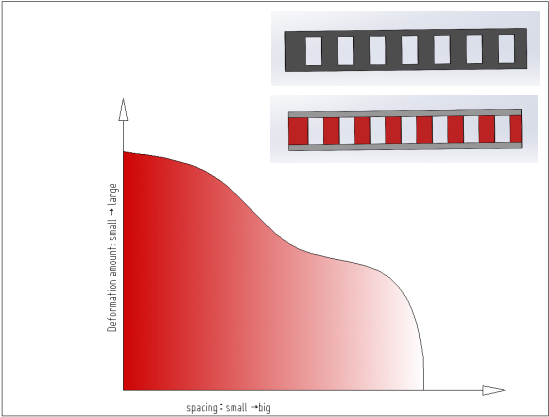
Figure 1 Relationship between punching clearance and deformation
It can be seen from the table in the figure that the smaller the red area during punching, the easier it is to deform during extrusion, so the distance between the hole and the hole of this type of pipe should be enlarged as much as possible.



 English
English français
français русский
русский español
español português
português العربية
العربية Türkçe
Türkçe ไทย
ไทย Tiếng việt
Tiếng việt chinese
chinese




